
Key Points
- Selective, multi-layer screen printing using high-solids waterborne PUDs enables >1 mm coating thickness with tight tolerances.
- Adhesion comes from a primer plus isocyanate cross-linking, giving both mechanical interlock and chemical bonding to fibres.
- Additive placement replaces cut-and-press TPU films, reducing waste and energy while keeping base textile breathability where needed.
- Durability validated against brand standards (flex, abrasion, hydrolysis, washing, light fastness) and RSL chemical safety.
- Component manufacturing shortens supply chains (JIT uppers, local recycling); new effects include “permeation” 3D pins and rough metallic textures.
Full interview with Huafeng
Dr. Schmidt, can you elaborate on the development process of the selective multi-layer 3D coating technology? What were the key innovations that allowed you to control the haptic perceptions so precisely?
HAPTIC is a long story in my mind. I have been working all my life in the coating industry and often I thought we should describe our coatings not only by color, gloss, and durability but also by a kind of haptic perception level.
Finally, when I changed my job and joined Huafeng company in China, we developed waterborne screen printings with 3D effects and touched them I immediately came back to my idea we need to describe this haptic perception. So creating the brand name HAPTIC and the marketing story was one important part of the whole concept. Technically, we were always focusing on environmentally friendly technologies for the future. The new waterborne PUD resins perfectly matched the idea of replacing solvent-borne printing inks. At that time the high solid waterborne PUD came up, with around 60% solid content. Ideal for printing high coating thickness. We set a goal of printing more than 1 mm thick coatings on textiles. And with a multi-layer approach, we could finally achieve that. Close cooperation with innovative chemical raw material suppliers was essential. We focused on developing the formulations, making the raw materials printable and developing a suitable application process.
A special screen needed to be developed, a new precision multi-layer printing process was needed and the waterborne inks needed to be formulated in a way that viscosity, thixothropy, pot life and performance criteria were matched besides demanding cost limitations. There were a horrible lot of details to take care of for finally achieving a great product fulfilling and exceeding all the requirements for athletic footwear and at the same time being environmentally friendly.

How did you achieve the high precision required for the multi-layer screen printing process? Are there any specific techniques or machinery advancements that were crucial for this development?
The key is the alignment of the various screens. So starting with the screen-making process highest precision is required. Accurate thickness of the screen coatings is also crucial.
On the production line, it is important to take the time to adjust the settings and alignment very carefully. The workers had to be trained that precision alignment is extremely important in that case and it is worth taking the time for alignment first before starting the printing job. It is just all the little details that matter for achieving good results, and this needs the awareness of everybody involved.
The haptic coatings adhere very well to synthetic fibers. Can you explain the chemical interactions that facilitate this strong bonding, especially the role of high-solids water-based polyurethane dispersions (PUDs)?
The high solid content of our PUD resins allows depositing a high coating thickness with minimum shrinkage during drying. When working with 60% solid content only 40% of water needs to be dried off resulting in a faster drying process and higher coating thickness. The great bonding is achieved by two different factors, a physical interaction with the textile structure and a chemical bonding to the surface of the yarns.
First, a specially formulated primer is applied penetrating into the fiber construction of the textile and physically integrating into the base material. The chemistry is based on a 2K mixture with hardener and functional resins. These hardeners can not only bond to the functionalities of the resins and crosslink them to extremely durable chemical structures but also can chemically link the resin functionality to the functional groups on the fiber surface achieving a chemical bond between them.

What kind of durability testing have you conducted to ensure the robustness of the haptic coatings under intensive wear conditions typical for athletic footwear?
There are a huge number of lab tests to be performed for approval. All sports brands have their own standards of performance testing so we needed to make sure our HAPTIC coatings could pass all different requirements of different brands around the world. At the same time, it is absolutely mandatory to pass RSL (restricted substances list) requirements for the chemical safety of consumer products. Tests include flexing, bonding, hydrolysis, alkaline resistance, washing, light fastness, abrasion and others. Finally, before moving into the market everything has to be certified by independent testing labs making sure our lab is in compliance with the standards.

How does the additive nature of the HAPTIC coatings minimise waste and improve material efficiency compared to traditional manufacturing methods?
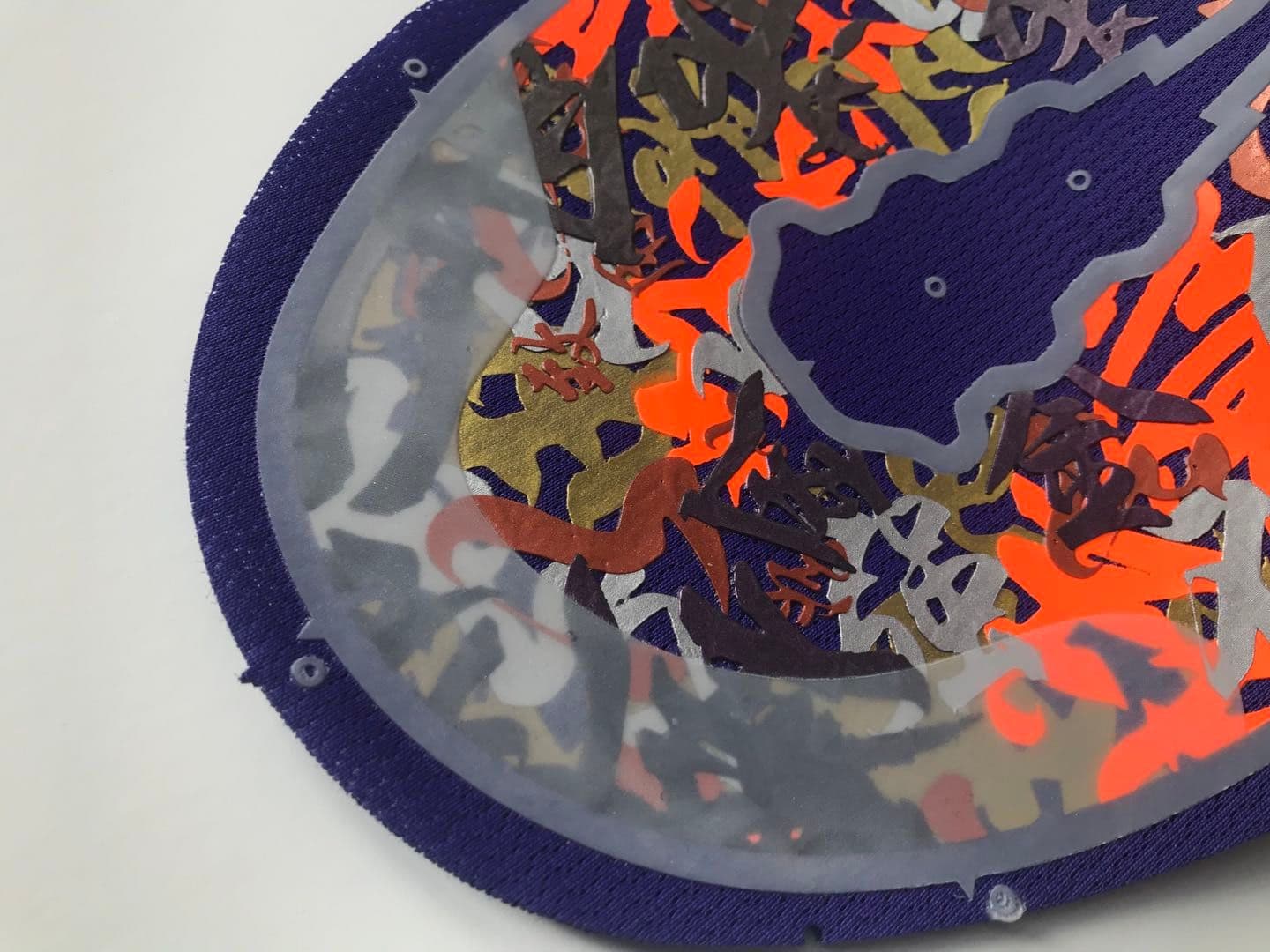
Most often our HAPTIC coatings are compared to TPU no-sew films. There films need to be cut to size and then applied by a hot pressing process usually resulting and a high percentage of cutting waste. Our HAPTIC coatings in comparison are applied by a selective additive manufacturing process. That means we only apply the material where is is needed. There is no excessive material consumption and no cutting waste as we apply a paste-like material exactly where it is needed and in the quantity it is needed. The energy consumption in manufacturing and applying our material is also minimised and we do not need hot temperatures. In addition, we can achieve a very high-quality consistency with minimum production waste and consumer claims later on whereas other materials sometimes delaminate and cause serious consumer frustration.
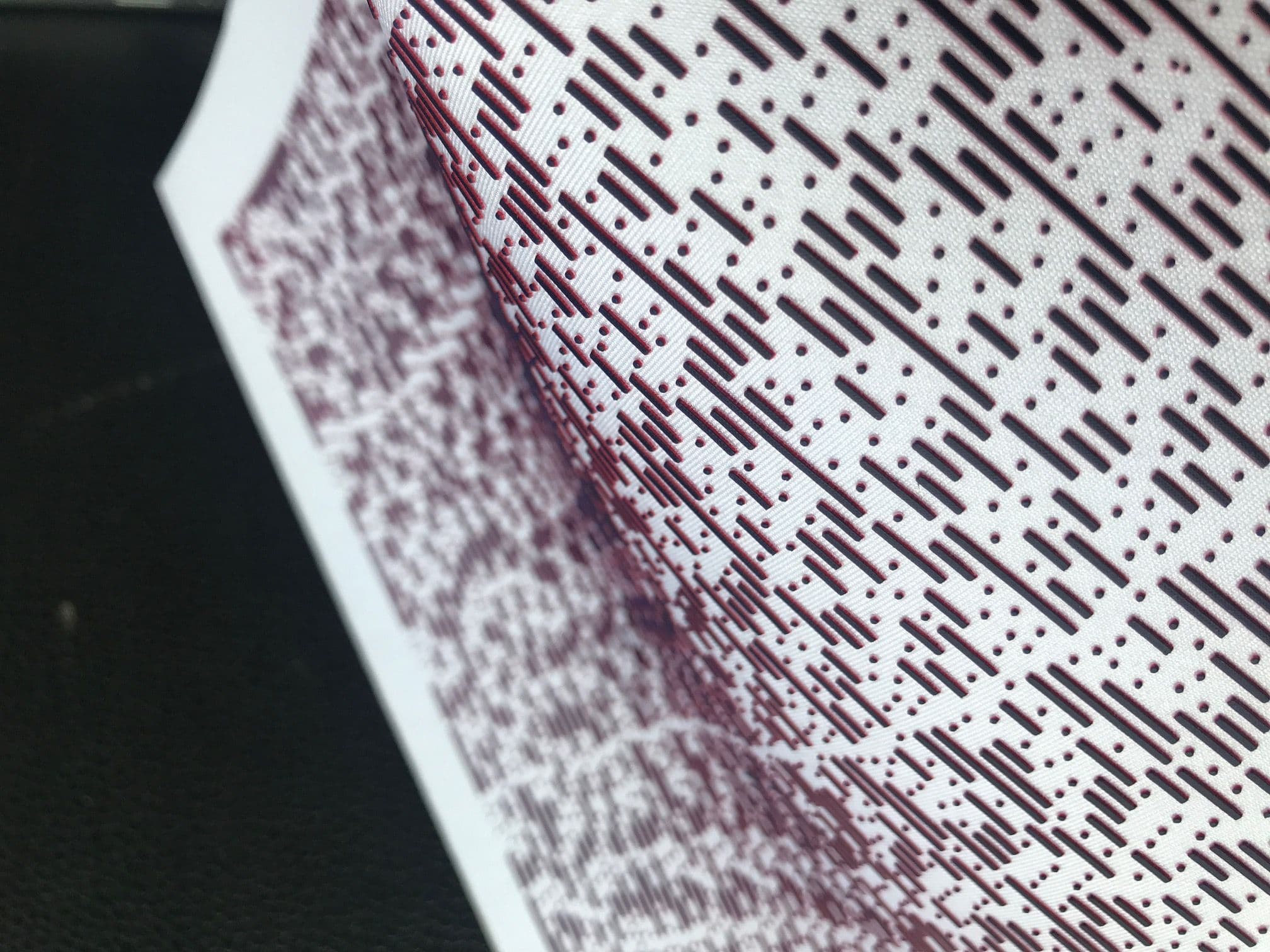
Besides all these obvious sustainability improvements HAPTIC coating can offer they also offer a huge freedom of design and can do much more exciting designs compared to TPU no-sew films. Multi-colour and multi-level designs, fine dots and fine lines guaranteeing full breathability of the base material while still providing abrasion resistance and protection to sensitive textile materials are normal for our HAPTIC and well appreciated by many designers around the world.

What challenges did you encounter while developing a fully waterborne chemistry for haptic coatings? How did you overcome these challenges to ensure both performance and safety?
Safety is an easy question. Actually our materials are fully waterborne and very safe. When you come into our factory you will smell nothing. This is a safe working environment without any solvent emissions. Good for our workers but also good for the environment. And, we basically have no fire hazard on our printing lines as there are no flammable materials in use. Some people are worried about the isocyanate hardeners we use. However, we are only using polymeric non-volatile hardeners, so there is no risk of inhaling them. It is easy to control the exposure and during the process, nobody gets in contact with them. Once they are reacted into the ink chemistry the reactive isocyanate groups of concern are totally gone and don’t expose any risk.
The challenges were controlling the thixotropic properties of the inks allowing a smooth printing process and high coating thickness with high definition. It added to the challenge that we are working in a climatic zone where we have high humidity high temperatures in summer and cold temperatures in winter. The drying time is a crucial factor and is influenced by temperature and humidity. Pot life and drying process need to be controlled and depending on the weather we may adjust the drying process.
Can you explain the role of isocyanate hardeners in the curing process at room temperature? How do you manage the pot life and application timing to ensure optimal results?
Yes, we use isocyanate hardeners for chemically cross-linking the resins and strongly bonding to the base material. The hardeners create a network of polymers and connect the polymeric chains of the resins. If you would just dry the resins without hardener the coatings would look and feel the same but the durability with be very different. Hardeners and chemical cross-linking add mechanical and chemical performance to the coatings and only by building up these molecular networks, we can achieve full performance as required for athletic footwear.
Pot life is an issue for sure. So hardeners need to be selected to be reactive within reasonable time and temperatures and at the same time not too reactive to cure the system before we can finish the printing process. This is a balancing act between time and reactivity. Workers need to be aware once the hardener is mixed into the ink it has to be used within the next hours. We found hardeners not reacting within minutes but within hours so we have sufficient time to process. After printing and drying actually the chemical curing still continues and completes after around 24h.
How do high-viscosity thixotropic base coats contribute to the overall performance and appearance of haptic coatings? What are the critical factors in their formulation?
We need high viscosity for printing high coating thickness with good definition. If the ink flows too easily you cannot achieve a clean edge and the coating will spread after application. On the other side during the application process, the ink needs to flow easily through the very fine screen holes. This is the challenge.
The solution is controlling the thixotropic properties. When the ink is in motion it is low viscosity. Once there is no more motion it immediately solidifies and does not flow anymore. The edges of high-thickness coatings stay straight and clean. Luckily, it is actually easier to control these properties in waterborne coatings compared to solvent-based coatings. We use a mix of very special additives controlling viscosity and thixotropic properties. It is not only about putting these additives into your ink formulation but also how you put them in and the order of putting them into the ink during the production process.

How do you fine-tune the coating formulations to achieve different haptic effects, such as soft-touch, rough textures, or slippery surfaces? What parameters are most critical in this process?
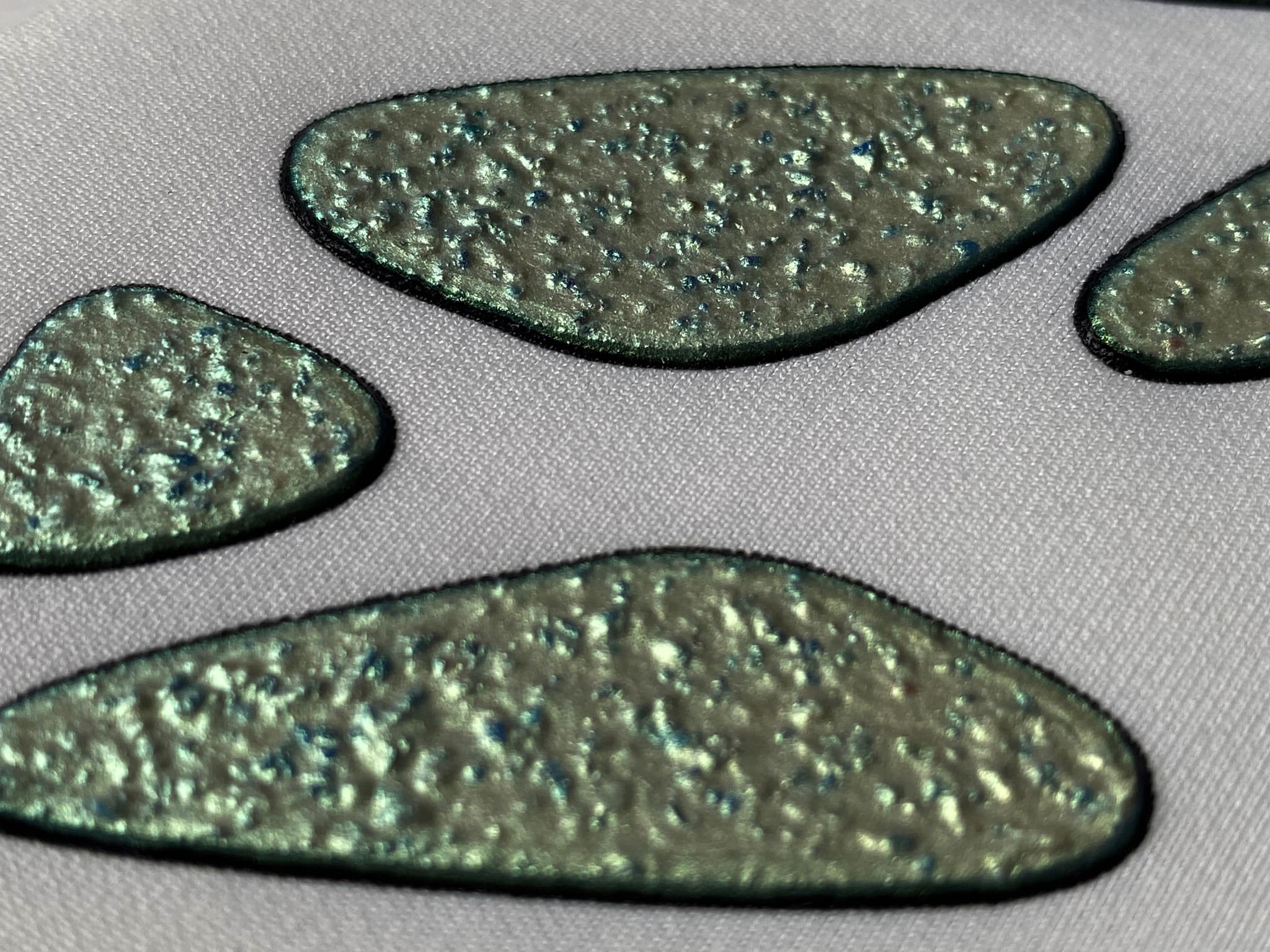
Today we have a huge selection of different coating finishes. This mainly depends on the ink formulation and the additives we put in. And every season we develop something new. Our customers and markets are very demanding of newness and trendy look and touch. We can adjust quickly as we control everything ourselves, the ink formulation chemistry, the printing process, the screen making and we can advise the designers looking for something special. Some effects need special screens for example. Our new rough texture metallic corrosion effects are a good example of that. It is a very special ink formulation but without the right screens, it could not be printed. We do innovation on all levels of chemistry and process to stay ahead and drive the market to new exciting applications.
How has the shift to component manufacturing impacted the overall supply chain for athletic footwear? What efficiencies and improvements have you observed?
This is a very good point. Actually, we not only create exciting look and touch products but we also create a totally new efficiency level within the footwear supply chain. When you think back some years shoe factories used to have thousands of stitching workers sewing the different upper materials together. With HAPTIC, this is not needed anymore. There is no need for sewing. All the functional and decorative upper properties are achieved by automatic HAPTIC printing. We save a lot of labour costs.
The component approach offers a new concept of lean manufacturing in the footwear industry, which may be similar to the automotive industry. We deliver ready-to-assemble footwear upper components just in time to the shoe factory. We take full responsibility for the quality and delivery of the whole upper component. This is an easy-to-handle process for our customers and they can rely on us to take care of everything. One contact for all. And in case something is going wrong it is also very easy for them to handle. They know this is only for us to be responsible for and that we will fix the problem without endless discussions between various suppliers.
Component delivery also has great benefits for sustainability. No need to ship the rolls of textile material to the shoe factories anymore. We cut the textile material to size, apply our HAPTIC coatings and reinforcement and ship the ready-to-assemble components to the factory. Only the material needed gets shipped. The textile-cutting waste stays in our facility and will be processed directly in our textile recycling line without any need to collect and bring it back to our recycling facility. We also gain a lot of flexibility in the production process as everything is processed locally without shipping intermediate products around the world.
What specific lean manufacturing principles have you integrated into the production of haptic coatings? How do these principles enhance production efficiency and reduce costs?
The HAPTIC concept of component manufacturing is inherently lean and the automotive industry has been using these component approaches for a long time already. Now we bring it to the footwear industry.
Textile manufacturing and HAPTIC upper component manufacturing basically happen beside each other in the same location. There is no need to wait for a full container to be shipped, we can move single boxes around. This enhances flexibility in the production process and for sure also speed. Overall we save a lot of shipment cost and labor costs and at the same time save time, minimise loss, whatever it is, time, material, HR resources etc. is the main goal of lean manufacturing and HAPTIC is offering great potential here. And we add new so far unknown design opportunities.

What has been the response from the market since introducing HAPTIC coatings in 2015? Can you share any success stories or case studies from your collaborations with major sports brands?
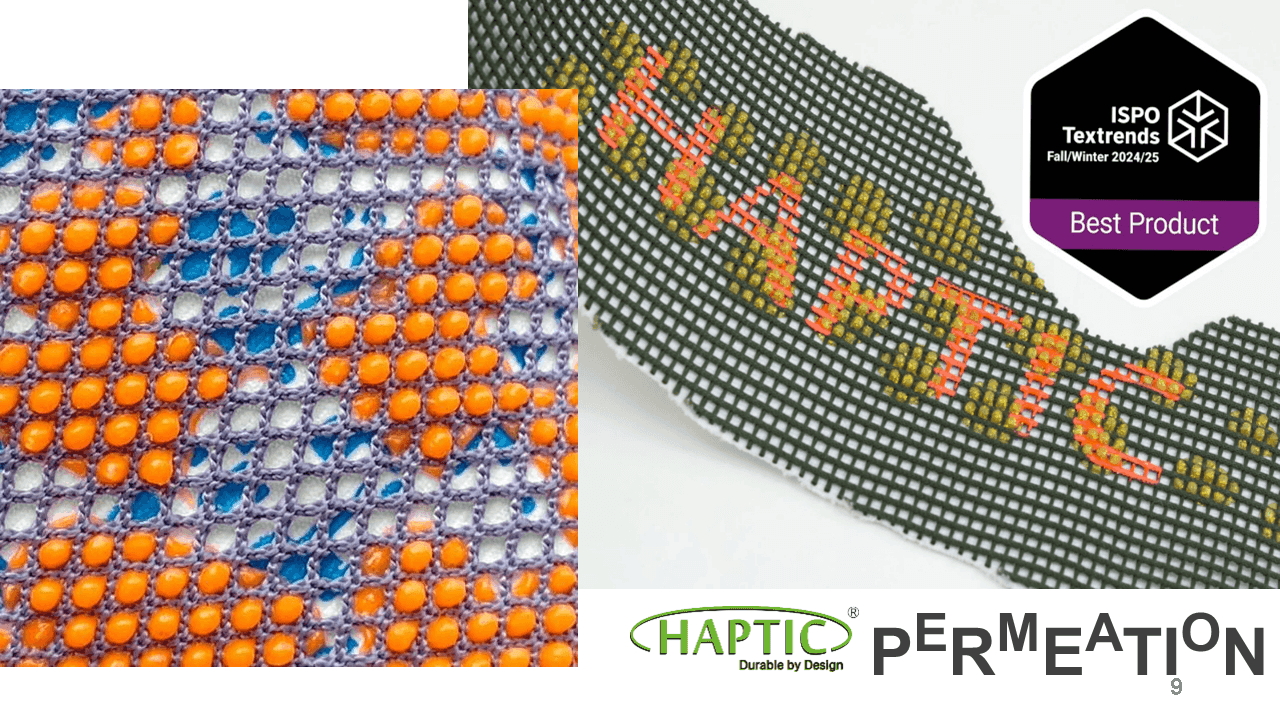
Yes, HAPTIC coatings have already been on the market since 2015. That does not look brand new but we continue developing new versions and new effects every season. Our latest success story is our HAPTIC Permeation coating where we developed a totally new process of applying a very thick coating within one printing step. Then we press a single layer of mesh on top of the still-wet coating layer and press the coating through the holes of the mesh creating a very unique 3D pin structure. These pins are very strong, and flexible and look amazingly cool. They are already on the market for one of the best training shoes. Watch out for it, I cannot mention any names yet.
We are now also evaluating how these pins could be used to control the spin of a ball for example on football shoes.
And we are introducing our rough metallic corrosion effects. Metallic effects are very trendy right now and designers are looking for exciting-looking surface textures. With HAPTIC we can combine high gloss and low gloss surfaces, smooth and rough surfaces and organic-looking corrosion effects for the extra cool look and touch.
How do you plan to further enhance the sustainability of haptic coatings in future developments? Are there any specific environmental targets you are aiming to achieve?
Yes, sustainability is a key point in everything we do. I have developed a totally new concept of sustainability looking into short and long-cycle CO2 applications. Both have their values but I believe the long cycle of CO2 is even more important for our future with controlled and limited climate change.
Our goal is very clear therefore: (1) We want to bond CO2 into our materials and do not want to release it anymore, long cycle (2) We want to use only bio-based material (3) We want to apply new recycling technologies keeping the CO2 bonded during the recycling process and bringing it back to a new life cycle of carbon chemistry, long cycle.
So in short, the goal is not to release CO2 or any other greenhouse gases during manufacturing, use, and disposal of HAPTIC products.







